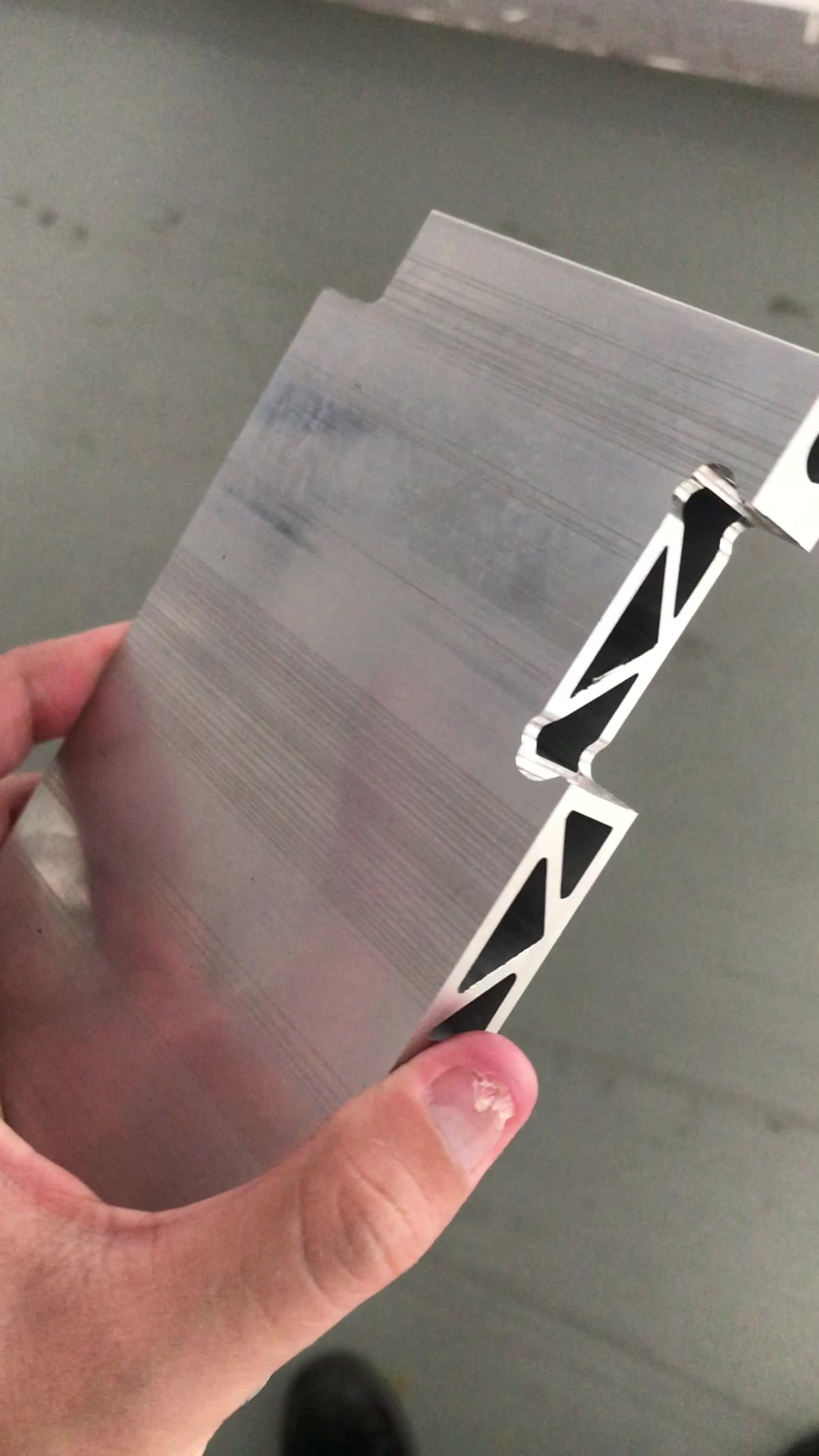
铝压铸零件使用磁力研磨机抛光去批锋
铝压铸零件是一种广泛应用于许多不同行业领域的中等规模铸造技术。铸造工艺使製品常常出现一些毛刺、裂缝和其他表面缺陷,会对零件的质量和寿命产生影响。这些缺陷常常需要使用磁力研磨机进行抛光处理。使用磁力研磨机的抛光过程可以帮助去除零件表面的锋利边缘,并获得整齐平滑的表面质量。本文将对铝压铸零件使用磁力研磨机的抛光作用、处理技巧和注意事项进行探讨。

一、铝压铸零件磁力研磨抛光的作用
铝压铸零件使用磁力研磨机进行抛光可以达到一些效果。首先,它可以去除表面的锋利边缘和不平滑的面。在铝压铸零件的生产过程中,由于各种原因,表面可能会出现一些毛刺、瑕疵或划伤等缺陷。这些缺陷无论在制造后的装配过程中还是对于零部件的质量和工作寿命都产生不利影响,尤其是在高温、高压或高速运行环境下。使用磁力研磨机进行抛光处理,可以有效地去除这些缺陷,使表面光滑、平整。
其次,磁力研磨机可以通过抛光处理改善零件的外观质量。精细抛光处理可以使零件表面呈现出非常优美、光滑和高光泽度的外观,同时提高零部件的整体美观度和质量。
最后,通过抛光处理可以提高铸件的密封性或密集性。对于一些铝压铸汽车零件、制动器、传动器和液压部件等,表面的光滑平整程度与密封性和适配性直接相关。通过磁力抛光,铝压铸零件可以获得更高的密封质量,提高蓄能元件、制动器和液压部件的容积效率和工作性能。
二、铝压铸零件磁力研磨抛光的处理技巧
铝压铸零件磁力研磨处理的技巧取决于处理的缺陷和目标表面的要求。通常的抛光方法有粗抛和精抛两种,另外还有预腰角处理和全面抛光处理。
粗抛处理一般应用于表面带锐利边缘、缺陷多、切削效率高的情况。这种情况下,使用较厚的研磨石和较大的磁力块可以快速去除铝压铸件表面的毛刺和锋利边缘,以获得基本平滑的表面。在粗加工过程中应该考虑到高表面粗糙度,因此抛光次数应该不要过多,以免造成零部件外形的变形或塌陷。
经过粗加工后,零件的光滑度和精度不足,需要进行精抛操作。精抛处理方法一些复杂的零件可以单独攻击。使用细研磨石和较小的磁力块可以平滑表面、拆除毛刺、提高表面质量、并使制件较好的适应性。
另外,铝压铸零件表面的预腰角处理是在粗加工和精加工之间的操作步骤。它通过减小加工顶部和大底部之间的缝隙,从而避免表面的滑移和损伤。成功的预腰角是确保最终表面光滑度和形状尺寸精度的关键之一。
最后,全面抛光是确认零件表面没有遗漏的一个重要环节。完成精抛处理后应该仔细检查所有的表面,特别是表面微细的缺陷,以及零件底部和内部孔壁。
三、铝压铸零件磁力研磨抛光的注意事项
铝压铸零件抛光时,需要注意一些细节问题。首先,研磨石和磁力块的选择与匹配是很重要的。磁力块的选择取决于零件的尺寸和形状,研磨石的选择取决于零件的材质和表面处理的需要。较硬和细粒度的研磨石适用于更薄、较小的铝压铸件。较大、较硬的研磨石适用于较厚的、最终处理表面要求高的铝压铸零件。磁力块的大小应该适当,以避免抛光后零件表面出现深度不一的槽。
其次,在进行抛光处理前,需要对零件表面进行特殊的清洗和脱脂处理,以消除污垢和杂质对表面处理带来的影响。清洗和处理过程应该避免零件变形和表面损伤。
最后,铝压铸零件磁力研磨抛光应该在严密的控制下进行。抛光时间、抛光压力、研磨石的数量、位置和抛光周期的选择都应该根据对铝压铸零件表面处理的需求做出相应的调整。
总之,铝压铸零件使用磁力研磨机抛光可以获得平滑、光滑和高质量的表面。抛光处理应该合理选择抛光方法、注意处理技巧、关注注意事项,以达到最佳处理效果。
Copyright © 2002-2023 磁力研磨机-冠古科技有限公司 版权所有 苏ICP备2020069060号-6

400-800-3945